|
ę╗░ŃČ°čįŻ¼┤¾ą═õX║ŽĮĶT╝■å╬╝■ŠėČÓĪŻ¤ošō╣ż╦ćįOėŗĪóįņą═Īó║ŽŽõĪóØ▓ĶTĄ╚Łh╣Ø┐╝æ]ČÓ├┤ų▄╚½Ż¼ę“×ķø]ėąš{š¹ÖCĢ■Ż¼╦∙ęįį┌╔·«aå╬╝■┤¾ą═õX║ŽĮĶT╝■ĢrŻ¼ČÓ╔┘Ģ■┴¶ėąą®įS▓╗ūŃ╗“▀z║ČĪŻĮ³╚šŻ¼╔“Ļ¢ėŅ║ĮĮī┘▓─┴ŽčąŠ┐╦∙Ø▓ĶTę╗éĆ├½┼„ųž┴┐1.6揥─┤¾ą═õX║ŽĮĶT╝■Ż¼ėąą®¾wĢ■Ż¼įĖęŌ║══¼ąąĘųŽĒŻ¼ŽŻ═¹ėą╦∙±įęµĪŻ
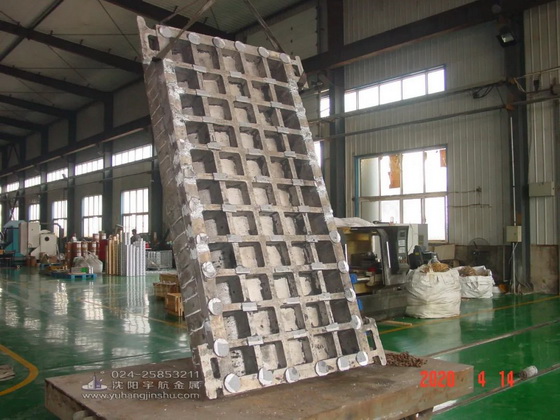
łD1.ZL104õX║ŽĮĶT╝■ ▒│├µ

łD2.ZL104õX║ŽĮĶT╝■ š²├µ
ĶT╝■Ė┼ørŻ║▌å└¬│▀┤ń3000mmĪ┴1500mmĪ┴350mmŻ¼▓─┘|Ż║ZL104 ║ŽĮŻ¼├½┼„ųž┴┐1.6ćŹ;700-710ĪµØ▓ĶT,Ø▓ĶTųž┴┐2.4ćŹ ĪŻĶTæBĮ╗ĖČĪŻĪĪ
▀@éĆĶT╝■▓╗═Ļ├└ĪŻĶT╝■▒│├µĘ┼ų├Ą─łAą╬├░┐┌Ė·▓┐ėą┐s┐ūŻ╗ĶT╝■Ą─╣żū„├µ╔ŽŻ¼4ēKõX└õĶFŻ¼▓╗ų¬║╬╣╩Ż¼╔²Ė▀╝s10mmŻ¼╩╣ĶT╝■╔Ž4ēK└õĶF╠Äą╬│╔ę╗éĆ╔ŅČ╚10mmĄ─£\┐ėĪŻ╬╗ų├Š═╩ŪłD2.ĶT╝■ča║Ė╠ÄĪŻ
¾wĢ■:1.łAą╬├░┐┌ėą³cąĪ,Ė─×ķ▒ŌłAą╬├░┐┌,į┘╝ė┤¾ą®│▀┤ńŠ═┐╔ęį▒▄├Ō├░┐┌Ė·▓┐┐s┐ū;ĪĪ2.õX└õĶF╣╠Č©┤ļ╩®į┘╝ėÅŖą®ĪŻī”ė┌▒Š╬─Ą─õX║ŽĮĶT╝■,═©▀^▀@ā╔ĘĮ├µĄ─Ė─▀M,Š═┐╔ęį½@Ą├═Ļ├└ĶT╝■ĪŻĪĪ
2020ĶT╝■š╣Ż¼2020ĶT╝■š╣Ģ■Ż¼2020ÅVų▌ĶT╝■š╣Ż¼2020ųąć°ĶT╝■š╣Ģ■Ż¼2020ÅVų▌ĶT╝■š╣Ż¼2020ÅVų▌ĶT╝■š╣Ģ■Ż¼ 2020ē║ĶT╝■š╣Ż¼2020ē║ĶT╝■š╣ė[Ģ■Ż¼ÅV¢|ĶT╝■š╣Ż¼ÅV¢|ĶT╝■š╣Ģ■Ż¼ ųąć°ĶT╝■š╣,ųąć°ĶT╝■š╣ė[Ģ■Ż¼ĶTįņ╣żśIš╣Ż¼2020ĶTįņ╣żśIš╣
|

